




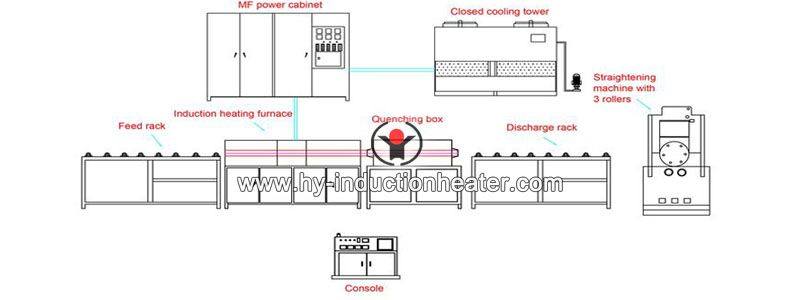
The thread bar heat treatment machine adopts PLC control. After manually placing the bar material on the storage rack, the rest of the actions are automatically completed by PLC control. When working, click on the product specifications that need to be produced on the touch screen, and the PLC program will automatically execute the corresponding actions. The process is as follows: crane lifting material → storage platform → automatic feeding mechanism → feeding roller input system → quenching induction heating system → infrared temperature measurement device → discharging roller → spray quenching system → quenching completion → tempering conveyor system → tempering induction heating → infrared temperature measurement → discharging roller output → cooling mechanism → receiving rack.

threaded bar hardening tempering machine Mainly used for quenching and tempering heat treatment of high-strength precision rolled threaded steel bars, to achieve the requirements of PSB930 and PSB1080 levels in the national standard GB/T20065-2006 for various properties.
Quenching power supply: 160-1000KW/1-4KHz; Tempering power supply: 100-600KW/1-4KHz, hourly output 0.5-3.5 tons, applicable range Ø 20- Ø 50.
The roller axis forms an angle of 18-21 ° with the workpiece axis, and the workpiece rotates while moving forward at a constant speed, making heating more uniform. The roller between the furnace bodies is made of 304 non-magnetic stainless steel and water-cooled.
The feeding group, sensor group, and discharging group are independently controlled, which is beneficial for continuous heating without creating gaps between workpieces.
Both quenching and tempering are carried out using American Raytheon infrared thermometers and a closed-loop control system composed of Siemens S7 from Germany for precise temperature control.
Adopting quenching and tempering method, the power consumption per ton is 380-400 kWh.
Deformed bar heat treatment machine Features: No preheating required, can restart at 100% full capacity after shutdown; Induction heating without flames, high safety factor; Small footprint, easy to maintain; Less oxide scale and low cost; High power, low frequency, good heat permeability, fast heating speed, and high production efficiency; Adopting voltage feedback series resonant circuit and IGBT frequency conversion, the conversion efficiency can reach over 90%; Equipped with frequency automatic tracking function, the power factor is always greater than 0.9; Compared with thyristor intermediate frequency furnace, it saves 10% -30% energy; Low high-order harmonic components have little impact on the power grid; There is a complete protection circuit with high reliability in operation; The power part adopts modular design for easy maintenance; Heating the workpiece with less oxide layer can improve processing quality, save energy and raw materials, facilitate mechanization, automation, and streamlined production, reduce labor intensity, and improve the production environment.


Overseas manager: Tom Wang
Email:tom@foreverfurnace.com
Phone: 0086-13303078975(whatsapp, wechat,line)
Specialist of induction heat treatment furnace in China; Glad to be your business partner in induction heating field.
Post time: 03-24-2025